Alineación de turbinas de gas en menos de una hora
Banco de Prueba
Como parte de las pruebas de rendimiento de carga, las turbinas impulsan un generador para simular una carga. Las turbinas están conectadas al generador a través de un cojinete de pedestal. Para dar cabida a las grandes asignaciones de crecimiento térmico potencialmente experimentado en estas turbinas, se utiliza un acoplamiento espaciador de doble flexión de 90″.
El banco de prueba fue diseñado para facilitar una configuración de alineación rápida de cada turbina al cojinete de pedestal antes de la prueba de rendimiento de carga simulada. Las turbinas están montadas en soportes especiales diseñados para garantizar que el extremo frío de las turbinas estén fijos y no requieran ningún ajuste en los planos verticales u horizontales.
El extremo interno de la turbina está sostenido por dos amortiguadores con tensores. Estos se utilizan para cambiar su longitud y al hacerlo ajustar simultáneamente la alineación vertical y horizontal. El cojinete de pedestal y el generador tienen un sistema de lubricación presurizado para permitir que el generador gire y cargar los cojinetes en el pedestal.
SOLUCIÓN DE ALINEACIÓN
El cliente ha actualizado recientemente su sistema de alineación a un ROTALIGN® Touch con la exclusiva tecnología de bidetector de un láser sensALIGN®. Mientras que el ROTALIGN® Ultra 2 funcionó bien, los detectores más grandes dentro del sensALIGN® 7 sensores permiten una mayor flexibilidad cuando se trata de grandes desplazamientos de crecimiento térmico.
Las funciones estándar del ROTALIGN® Touch lo hacen ideal para realizar este tipo de trabajos de alineación. Estos incluyen:
- sensALIGN® 7, con detectores duales a una distancia fija aparte minimiza los efectos de cono excesivo debido al gran crecimiento térmico angular.
- El modo de medición multipunto minimiza los efectos del eje flotando por el sistema de lubricación presurizado.
- Tolerancias de crecimiento térmico en ambas máquinas
- Tabla de medidas con promedio
- El simulador de movimiento permite determinar rápidamente las correcciones de alineación horizontal y vertical alcanzables dada la naturaleza fija del apoyo frío.
- Configurando tolerancias propias de alineación
- El uso de tensores inclinados como soporte interno en la turbina hacen que la capacidad de monitorear las correcciones verticales y horizontales simultáneamente sea imperativa.
Configuración
Montando el láser en la turbina con su gran ajuste de crecimiento térmico angular causaría un cono excesivo. Por lo tanto, el sensor sensALIGN® 7 se monta en la brida de acoplamiento de la turbina quitando unos cuantos pernos y utilizando un soporte magnético (Fig. 1). Mediante el montaje del láser en el eje de salida del cojinete de pedestal que está nivelado utilizando un soporte magnético universal (Fig. 2), y el ajuste de los ángulos del haz, el cono del rayo láser se minimiza o elimina.

Fig 1: Montaje del sensor

Fig 2: Montaje láser
Las medidas especificadas por el OEM son más estrictas que los estándares de la industria para un acoplamiento de doble flexión. Ser capaz de establecer sus propias medidas en el RORALIGN® Touch da una indicación clara de cuándo la alineación cumple con las tolerancias requeridas por el cliente.
Las grandes dimensiones para el acoplamiento espaciador entre los pies de la turbina para esta alineación se pueden ver en las figuras 3 y 4. Las largas distancias magnifican el efecto de las tolerancias de crecimiento térmico angular y cualquier corrección.
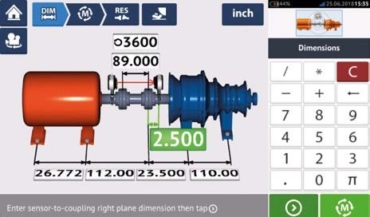
Figura 3: Dimensiones de configuración

Figura 4: Acoplamiento espaciador
CRECIMIENTO TÉRMICO
Las tolerancias de crecimiento térmico requieren una gran desalineación angular en frío, como se muestra en las figuras 5 y 6 a continuación. Figura5 es la vista de resultados específicos del ROTALIGN® Touch e ilustra el crecimiento térmico combinado efectivo tanto del cojinete de pedestal como de la turbina. Muestra la alineación en frío requerida de los dos ejes e ilustra la gran desalineación angular vertical.

Fig 5: Vista de resultados específicos o alineación en frío
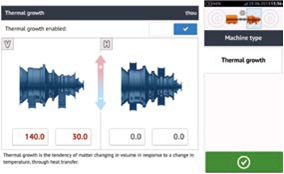
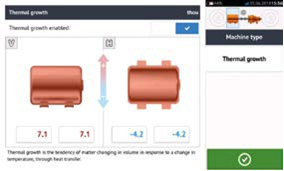
Figura 6: Tolerancias de crecimiento térmico
Medición
Para permitir el desplazamiento más grande de lo normal del haz en los detectores a medida que se giran los ejes, el haz se ajusta inicialmente para estar por encima del centro del detector en la posición de inicio de las 12 en punto. Para eliminar el efecto de los ejes flotando debido al sistema de lubricación presurizada, el modo de medición multipunto se utiliza con el sistema de lubricación desactivado para cada medición. Se toman varias lecturas (siete a nueve) y se promedian en la Tabla de Medición según sea necesario. Las holguras el cojinete de pedestal superan los 0,015″.
Resultados
La alineación de las turbinas de gas con el cojinete de pedestal se logra generalmente en menos de una hora, incluyendo la configuración y los ajustes. La capacidad de ver los resultados de acoplamiento vertical y horizontal simultáneamente mientras está en movimiento en vivo permite optimizarlos aunque el soporte frío no se pueda ajustar. Como se puede ver en la siguiente figura 7, el soporte frío estaba 0.048′ demasiado alto, pero dadas las grandes dimensiones de la turbina, no hubo ningún problema para lograr las tolerancias de alineación requeridas.

Fig 7: Como resultado de la alineación
Correcciones
Las grandes dimensiones de las máquinas y el acoplamiento magnifican cualquier variación en las lecturas y correcciones. En consecuencia, mientras que el diseño del banco de prueba trató de asegurar que los soportes fríos siempre estarían en línea con la línea central rotacional del eje del cojinete de pedestal, esto no siempre es el caso.
El simulador de movimiento permite a los técnicos determinar las correcciones necesarias en las direcciones vertical y horizontal para lograr una alineación óptima. Esto es útil saber dado que las correcciones verticales y horizontales se realizan simultáneamente utilizando los tensores. Desbloquear, aflojar, ajustar y bloquear los tensores provoca cambios en la alineación. Los cambios se observan y las tolerancias se realizan antes de apretar y cerrar los tensores.






